امروزه حصول و دستیابی به کیفیت محصولات در بنگاهها، سازمانها و شرکتها، بالاخص کارخانههای تولیدی، مستلزم پیادهسازی و استقرار نظامهای مدیریت کیفیت مبتنی بر مدلهای پیشرو و الگوهای بهینه بکار گرفته شده در بنگاهها و شرکتهای تولیدی است. یکی از این نظامهای پیشرو و سرآمد، مدیریت کیفیت در حوزه کارخانههای صنعتی و تولیدی، ”مبانی نظامهای کیفیت “ است که مدلی متعالی، بهینه و برگرفته شده از نظامهای مدیریت کیفیت کارآمد و تجربه شده همانند ISO/TS 16949 و امثال آن است.
این نظام مدیریت کیفیت، در شرکت جنرال موتورز (GM) از سال ۲۰۰۹ میلادی تاکنون به عنوان مدلی کارآمد و الگویی موفق، برای مدیریت و تضمین کیفیت تولید قطعات و مجموعههای مختلف خودرو بالاخص مجموعههای پیچیده و حساس با اجزاء دقیق، تامین شده توسط تأمینکنندگان و پیمانکاران در سراسر زنجیره تامین خود که در اقصی نقاط جهان گسترده شده، طراحی و تدوین و با موفقیت پیادهسازی شده که منجر به کسب نتایج مطلوب و بسیار عالی شده است. در طول قریب به یک دهه از پیادهسازی، مبانی نظامهای کیفیت با استفاده از بازخوردهای متعدد، بهینه شده و اکنون به عنوان یکی از کارآمدترین نظامهای مدیریت کیفیت مورد استفاده بسیاری از سازمانها و شرکتهای پیشرو صنعتی قرار گرفته است.
ویرایش سال ۲۰۰۹ نظام ”مبانی نظامهای کیفیت“ مبتنی بر ۱۱ راهبرد و گام اساسی بشرح زیر استوار شده است:
• پاسخگویی سریع (Fast Response)
• کنترل محصول نامنطبق (Control of Non- Conforming Product)
• ایستگاههای تائید(Verification Stations)
• عملیات استاندارد شده(Standardized work)
• آموزش متصدیان (اپراتورها) (Standard operator training)
• تایید خطاناپذیری (Error Proofing Verification)
• ممیزی لایهای فرآیند (Layered Process Audits)
• کاهش خطر(RPN Risk Reduction)
• کنترل آلودگی (Contamination Control)
• مدیریت زنجیره تأمین (Supply Chain Management)
• مدیریت تغییر(Managing Change)
۱- پاسخگویی سریع (FRT: Fast Response Tracking)
این گام به عنوان اولین و مهمترین گام در این نظام کیفیتی است که میتواند در ساختار و سازمان کلیه تأمینکنندگان، پیادهسازی و استقرار یابد. سیستم مدیریت شرکت با استفاده از زیرسیستم پاسخگویی سریع، به گونهای عمل خواهد کرد که در قبال شکستهای عمده کیفیتی[۱] داخلی و خارجی، بلادرنگ واکنش مناسب و به موقع داده تا مانع از بروز مشکلات کیفیتی و توقف تولید گردد. در این سیستم مدیران ارشد، مدیران میانی و هریک از کارشناسان و متصدیان بخشهای مختلف مرتبط (بخشهای تولید، فنی و مهندسی، کیفیت،…) با توجه به ساختار و سازمان شرکت، با تشکیل روزانه جلسات مدیریتی با عنوان ”جلسات پاسخگویی سریع“ از طریق ابزارهای مدیریت بصری به نام تابلوی”ردیابی پاسخگویی سریع “ به تبادل و توسعه اطلاعات مدیریتی با موضوعیت بررسی و برنامه¬ریزی فوری برای رفع دغدغههای عمده کیفیتی، میپردازند.
جلسات پاسخگویی سریع در محلی مناسب در سایت تأمینکننده به مدت حداکثر ۲۰ دقیقه و به شکل ایستاده در کنار تابلوی ردیابی پاسخ¬گویی سریع با حضور مدیران مسئول، کارشناسان از سطوح مختلف سازمانی و چند تخصصی تشکیل خواهد شد و افراد مسئول حاضر در آن به تبادل اطلاعات راجع به موضوعات و مشکلات عمده کیفیتی بروز کرده در یک دوره زمانی ۲۴ ساعت قبل در فرآیندهای تولید پرداخته و درصدد شناسایی مشکلها و پاسخگویی سریع برای حل و رفع آنها خواهند بود. روش و متد پاسخگویی سریع کاملاً استانداردسازی شده و شامل ابزارها، قواعد و روشهایی به شرح ذیل است:
الف- استفاده از ابزارهای دیداری و بصری همانند تابلوی ”ردیابی پاسخگویی سریع“
ب- بهکارگیری دانشهای آموخته شده (دانش ضمنی کسب شده از تجربیات قبلی در شرکت و حین کار) برای شناسایی و تعریف مشکل و مسأله
ج- بهکارگیری یک فرآیند تعریف شده برای حل مسئله که در برگیرنده یک استاندارد برای مستندسازی ابزارآلاتی (روشها، فرمها،…) که برای شناسایی عوامل ریشهای به شرح ذیل شوند:
• فرمهای پر شده حل مسأله
• فرمهای استاندارد گزارش حل کاربردی مسائل[PPSR[2 (یا معادل آن) با فرمتی که شش مرحله ”محوری“ از حل مسأله (شناسایی[۳], مهارسازی[۴], جستجوی علل ریشهای[۵], اصلاح[۶], تایید[۷], نهادینهسازی[۸]) را دنبال کند.
• فرمهای شناسایی عوامل ریشهای (روش تحلیل عمیق[۹]، روش ۵ چرا، نمودار استخوان ماهی، نمودار و روش علت و معلول و…).

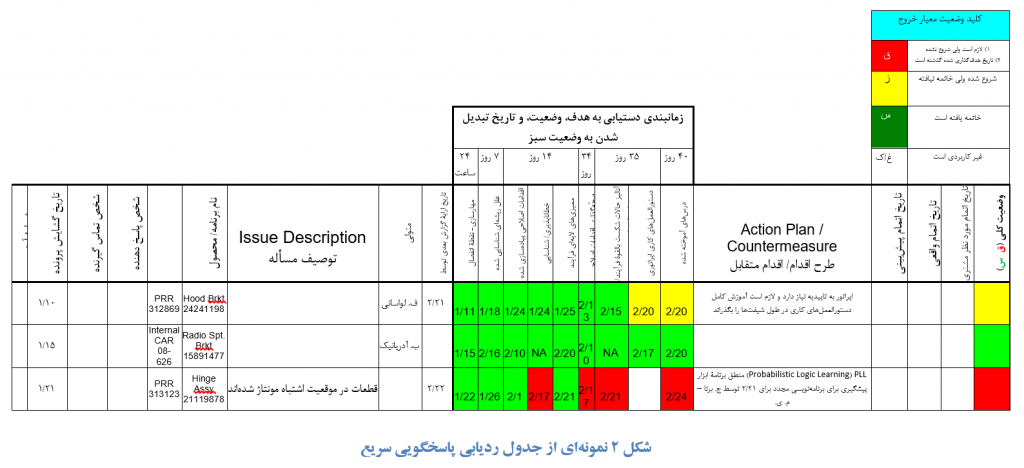
شکل ۱ گزارشات نوبهای خروج از مشکلات توسط مسئول تعیین شده
• تعیین و گماشتن کارکنان مسئول/ متولیان برای شناسایی و رفع مشکلات و دغدغه های کیفیتی – تولیدی.
• دنبال کردن گامهای پیگیری معیارهای خروج از مشکلات.
• استفاده از نتایج ممیزی لایهای فرآیند (LPA: Layer Process Audit) ، خطاناپذیری و به بهروزرسانی دستورالعملهای کاری، تحلیل حالات بالقوه خرابی و آثار آن (FMEA: Failure Mode Effective Analysis)و طرح کنترل.
• زمانبندی برای هر یک از معیارهای خروج از مشکل ایجاد شده.
• تعیین متولی یا مسئول برای بررسی و رفع مشکلات و مسائل.
• فرآیندی تعریف شده برای حل مسئله که منجر به شناسایی و حذف عوامل ریشهای شود.
و در ادامه به کارگیری زیرسیستم پاسخگویی سریع برای پشتیبانی از بهبود مستمر کلیه عملیاتها/ فرآیندها، سیستمی کامل در محل سایت کارخانه برای جمعآوری و ثبت اطلاعات بوجود آمده و ثبت و نهادینهسازی دانشهای فراگرفته شده و ایجاد یک رویکرد منضبط برای جلوگیری از وقوع مشکل با استفاده از دانشهای کسب شده در کنار بازبینی و بررسیهای مدیر ارشد کارخانه در مورد فرآیند کسب دانش ضمنی برای حصول اطمینان از اجرای آن در کلیه مراحل کار در سایت کارخانه فراهم خواهد شد.

۲-کنترل محصول نامنطبق (Control of Non-Conforming Product)
در دومین گام و مرحله از این نظام کیفیتی، که در محل تأمینکنندگان مورد نظر میتواند پیادهسازی و استقرار یابد. سیستم مدیریت با استفاده از زیرسیستم کنترل محصول نامنطبق اطمینان خواهد یافت که محصولاتی که با الزامات خاص (استانداردهای کیفیتی، الزامات مشتری، و…) مطابقت ندارند از استفاده شدن (ورود به مراحل بعدی فرآیندها، ورود به خط و…) منع میشوند.
در این مرحله یک سیستم هشدار عدم انطباق کیفیت و همچنین دستورالعمل آگاهسازی که نیازهای مشتریان را پوشش دهد بوجود خواهد آمد و یک سیستم ردیابی و نشانهگذاری دائمی به منظور شناسایی محصولات مشکوک و نامنطبق مورد استفاده قرار گرفته و مواد مشکوک و نامنطبق در مکان مشخص و مناسب تفکیک و نگهداری خواهند شد.
در این زیر سیستم و مرحله، مدیر ارشد در مراودات و ارتباطات داخلی و خارجی (از سازمان)، فعالیتهای مهار کننده (محدود کننده) و حل مشکلات مربوط به تبادل اطلاعات ورود پیدا خواهد کرد.
در این زیرسیستم، فرمهایی همانند مهارسازی و کنترل مواد نامنطبق، که کمیّت مورد انتظار و موقعیت مکانی قرار گرفتن و انبارش مواد مشکوک را تعیین میکند، ایجاد شده و به¬کار گرفته خواهند شد. فرمهایی شامل ابلاغیه هشدار موارد نامنطبق و فرآیند مبحث مهار مواد و محصولات نامنطبق و مشکوک برای سازمان مذکور، شامل کلیه ارتباطات و اقدامات برای تمام ذینفعان داخلی و خارج از سازمان، مشتریان دومین لایه تأمینکنندگان و غیره مورد استفاده قرار خواهند گرفت و محصولاتی که از فرآیند تایید حذف شده (محصولات تایید نشده) به مسیر بازفرآوری یا بازتولید مرجوع میشوند.
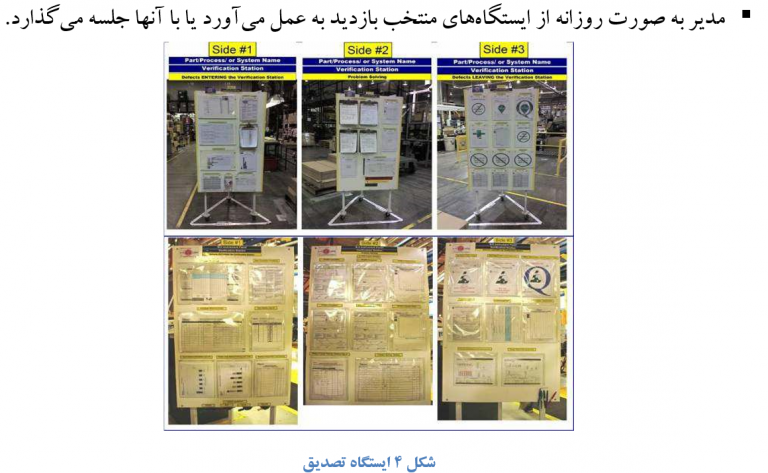
۳-ایستگاههای تائید(Verification Stations)
در این زیرسیستم و مرحله، سیستم مدیریت کارخانه اطمینان خواهد داشت که حداقل یک ایستگاه تأیید (تائید کیفیت محصولات، تائید فرآیند، تائید دستگاه و ماشینآلات و…) در کل فرآیندهای کارخانه وجود خواهد داشت و به واسطه دریافت بازخورد از فرآیند تولید با یک روش اجرایی، دستورالعمل کاری اپراتور، یا سایر مستندات، بر کیفیت ساختار در ایستگاه تأیید تمرکز شده و در زمان رسیدن به مرز هشدار، به روش اجرایی یا دستورالعملی که برای عکسالعمل فوری نیاز باشد ارجاع خواهد شد و سیستم تولید و کنترل در ادامه به مواردی به شرح ذیل نائل خواهد گشت:
• پاسخ به هشدارها مستند شده و دستورالعمل تشدید برای تکرار عیوب یا عدم پاسخگویی پیگیری میشوند
• اطمینان حاصل خواهد شد که اقدامات اصلاحی به عنوان یکی از نتایج فعالیتهای ایستگاه تصدیق انجام یافته است.
• تیمهای کاری مسئول هر هفته گزارش ارائه داده و وضعیت در طول جلسات کمیته راهبری/ پشتیبانی مورد بازبینی قرار میگیرد.
• بازخورد مشتریان در پایین دست جریان تولید مستند شده و عملکرد در نقطه بازرسی پیگیری می شود
• مدیر ارشد فعالیتها و نتایج ایستگاههای تصدیق را مورد بازنگری قرار میدهد.

۴-عملیات استاندارد شده(Standardized work)
• سازماندهی محل کار:
در این زیرسیستم و مرحله، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که با استفاده از سازوکارها و مدل¬های آراستگی محیط کار (همانند نظام آراستگی ۵S) رویکردی نظاممند به منظور بهرهبرداری و حفظ سازماندهی محل کار اتخاذ شده و روشهای اجرایی یا دستورالعملهای متصدیان (اپراتوری) برای تمیزکاری و نگهداری سازمان یافته محیط کار، همراه با روشهای اجرایی، دستورالعملها یا سایر مستندات برای پشتیبانی از اتخاذ رویکردی سیستماتیک به منظور استانداردسازی سازماندهی محیط کار تهیه، تدوین و مورد استفاده قرار خواهند گرفت.
در این مرحله محیطهای کاری بصورت سازمان یافته پاکیزه شده و فضاها، مکانها، محوطهها و موارد مختلف در کل محیط کارگاه نشانه/ برچسبگذاری شده و یا با خطکشی رنگی مسیریاب کف (Foot Print)و به دیگر طرق مناسب شناسانده میشوند.
• استاندارد کردن دستورالعملهای کاری:
در این بخش اطمینان حاصل خواهد شد که:
• در محل هر بخش از فرآیند و تولید محصول، سیستمی جهت توسعه دستورالعملهای کاری (از نظر بیان روش و توالی انجام کار) برای همه فعالیتها و عملیات تولید وجود دارد.
• دستورالعملهای کاری استاندارد شده در مجاورت یا نزدیکی تمامی فعالیتها و عملیاتی که متصدی (اپراتور) انسانی در آنجا وجود دارد نصب و اعلان شده است.
• تمامی متصدیان (اپراتورها) که به هر دلیل باید دستورالعملهای کاری استاندارد شده را بکار ببندند، آموزش نحوه استفاده از آنها را دیدهاند.
• دستورالعملها، با بهرهگیری از تیمهای تحقیق و بررسی در فرآیند بهبود مستمر قرار دارند.
• دستورالعملهای متصدیان (اپراتوری)
در این بخش اطمینان حاصل خواهد شد که:
• رویکردی نظاممند به منظور توسعه دستورالعملهای اپراتوری برای تمامی کارها و فعالیتها بوجود آمده است.
• روشهای اجرایی، دستورالعملها یا سایر مستنداتی که جهت ارتقای دستورالعملهای اپراتوری کلیه کارها مورد نیاز هستند، تهیه و تدوین شده و مورد استفاده قرار گرفتهاند.
• فرآیند بازبینی و بررسی، حفظ، نگهداری و بهروزرسانی دستورالعملهای اپراتوری در صورت تغییر فرآیندها/ محصولات انجام شده و نتایج مستند خواهند شد.
• روشهای اجرایی، دستورالعملها و سایر مستنداتی که جهت پیادهسازی و بازنگری دستورالعملهای اپراتوری مورد نیاز هستند تهیه و تدوین گشته و به کار گرفته شدهاند.
• در مکانها و بخشهای مختلف کارخانه، سیستمی برای کنترل تجهیزات و ابزار اندازهگیری، سنجهها (گیجها)،… بوجود آمده و در حال اجرا است و روشهای اجرایی و فرمهایی برای این فرآیند مستند شده است.
• دستورالعملهای بکارگیری تجهیزات و ابزار اندازهگیری و سنجهها (گیجها) بر اساس محصولات جاری و سطح فرآیندهای مربوطه به روز رسانی میشوند.
۵- آموزش کارکنان / متصدیان (اپراتورها) (Standard Operator Training)
در این زیرسیستم و مرحله، از استقرار و پیادهسازی مبانی نظامهای کیفیت، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
• نظامی برای تعیین یک روش آموزش استاندارد، با حداقل محتوا و پیگیری برای کلیه کارکنان، متصدیان (اپراتورهای) جدید برای انجام عملیات و یا افراد نیازمند بازآموزی آموزش، وجود دارد.
• جهت برگزاری آموزش مناسب مرتبط با شغل کارکنان و متصدیان (اپراتورها)، روش استانداردی که مراحل آموزشی که فراگیران میبایست آموزش ببینند و آنها را تایید صلاحیت نماید، تعریف و مورد استفاده واقع شده است.
• سوابق آموزش استاندارد کارکنان و متصدیان (اپراتورها)، در زمینههای مشخص آموزشی نظیر ایمنی، نگهداری سوابق کیفی، کنترل کیفیت،… و مسئولیتهای سازمانی محل کار مستند شده است و سوابق آموزشی که آموزش روشهای اجرایی و اطلاعات عمومی در زمینههای شغلی را مستند نموده باشد برای:
• – انجام ایمن کار (محافظتها، راهاندازی، از کار اندازی، از چرخه خارج کردن)
• – نگهداری مناسب سوابق (تولید/ کیفیت)
• – درک مسئولیتهای سازمانی محل کار
• – الزامات کیفی (محدودسازی[۱۰] خطا، جداسازی محصولات و مواد نامنطبق، سیستم هشدار تصویری[۱۱] و…).
• در دسترس بودن سوابق و سهولت بازیابی آنها.
• آموزش دستورالعمل خاص شغلی برای هر یک از کارکنان و متصدیان (اپراتورها) مستند شده است و در این سوابق، کلیه آموزشهای مورد نیاز شغلی، سطح مهارت یا دانشی هر شغل، اساتید آموزش دهنده و زمان برگزاری آموزش را نشان داده شده است.
• سوابق منعکس کننده وضعیت آموزشی کلیه کارکنان و متصدیان (اپراتورها) در محل انجام فعالیتها و عملیات نصب شده و نشانگر این است که آنها هماهنگ با سطح تغییرات دستورالعمل کاری جاری آموزش دیدهاند.
• سوابق آموزشی یا بازآموزی کارکنان کمکی یا موقت (شامل مستندسازی، برنامه زمانبندی، فرمهای ردیابی برای بازآموزی آموزشی متصدیان (اپراتورهای) کمکی که برای آن شغل در طی سه ماه گذشته به کار گرفته نشدهاند) آنها ثبت و مستند شده است.
۶-تصدیق (تایید) خطاناپذیری (Error Proofing Verification)
در این زیرسیستم و مرحله، از استقرار و پیادهسازی مبانی نظامهای کیفیت، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
• در تمامی بخشهای کاری و عملیاتی و حوزههای مختلف فعالیتها در کارخانه، سیستمی جهت تصدیق (تائید) مناسب بودن کاربرد تجهیزات خطاناپذیرسازی/ شناسایی خطا، جهت استفاده در تولید محصولات ایجاد شده است.
• مستندات و شواهد ایجاد شده نشان می دهند که تجهیزات خطاناپذیرسازی/ شناسایی خطا، در بازه¬های زمانی تعریف شده (حداقل روزی یکبار) تصدیق (تائید) شدهاند و این مستندات به راحتی در دسترس هستند.
• واکنش به عیوب و اقدامات اصلاحی مستندسازی شده است.
• موقعیت تجهیزات خطاناپذیرسازی مستند شده است و فهرست اصلی کلیه تجهیزات که محصول نامنطبق را در مراحل مختلف فرآیندهای تولید و جلوگیری/ شناسایی میکنند، تهیه شده و در دسترساند.
• مدیریت ارشد کارخانه بازنگری دورهای در خصوص نتایج تصدیق (تائید) تجهیزات خطاناپذیرسازی/ شناسایی خطا را در دورههای زمانی تعیین شده، انجام داده است و سوابق آن مستند شدهاند.
۷- ممیزی لایهای فرآیند (Layered Process Audits)
در این زیرسیستم و مرحله، از استقرار و پیادهسازی مبانی نظامهای کیفیت (QSB)، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
• نظامی مدون و مستند برای تصدیق فرآیندهای تولید محصول (استخراج و فرآوری سنگ آهن) در کارخانه، از طریق انجام ممیزیهای لایهای فرآیند با اتکا به روش¬های اجرایی مکتوب، دستورالعملهای کاری و ممیزی، فرآیند اقدام متقابل و تحت مسئولیت مدیر بخش تولید بوجود آمده است.
• کلیه سطوح سازمان در ممیزیهای لایهای فرآیند، در دورههای زمانی تعیین شده، مشارکت داده شدهاند که شامل مواردی به شرح ذیل خواهد بود:
• برنامه ممیزی که نشان دهنده سطح مشارکت کلیه سطوح سازمان و تناوب آن خواهد بود.
• شواهدی که نشان خواهند داد که ممیزیهای برنامهریزی شده و استاندارد بصورت منظم، در کلیه لایههای سازمان اجرا میشود و مدیر خط تولید به صورت ماهیانه، سرپرست های شیفتهای کاری و کارکنان مدیریت پشتیبانی به¬صورت هفتگی و سرپرستان گروهها- تیمهای کاری به صورت روزانه این ممیزیها را انجام داده و ردیابی جهت حصول اطمینان از اینکه هر ایستگاه کاری بصورت منظم ارزیابی میشود به انجام خواهد رسید.
• سیستمی برای بررسی و مستندسازی نتایج ممیزی و ثبت کلیه انحرافات در برگههای کنترل مربوطه بوجود خواهد آمد و موارد ممیزی لایهای فرآیند به نظام کسب دانشهای ضمنی، اضافه و ملحق شده است.
• نتایج ممیزیها توسط مدیر سایت تولید، خلاصه شده و توسط گزارشهایی یا نمودارهایی گرافیکی توسط مدیریت ارشد مورد بررسی قرار گرفتهاند.
۸-کاهش خطر(RPN Risk Reduction)
در این زیرسیستم و مرحله، از استقرار و پیاده¬سازی مبانی نظام¬های کیفیت، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
• در محل تمامی بخشهای تولید محصول در کارخانه، نظامی برای کاهش خطر (ریسک) در کلیه فرآیندهای تولید، ایجاد شده و فرآیند PFMEA توسط تیمهای چند تخصصی برای کلیه فرآیندهای تولید و نیز عملیات پشتیبانی، توسعه داده شده و نگهداری می¬شود و تیمهای چند تخصصی، بازنگریهای دورهای روی PFMEA داشته و فعالیتهای کاهش ریسک را هماهنگ میکنند.
• رویکرد کنشگرایانه برای کاهش مقادیر ریسکهای بالا اجرا شده باشد و فهرست ریسکهای بالا به همراه طرحهای اقدام تهیه و تدوین شده و بکار گرفته شدهاند.
• فرآیند PFMEA معکوس (خطاناپذیرسازی کنشگرایانه) در محل کارخانه تولید بوجود آمده و سوابق شواهد مربوط به موضوعات کیفی گذشته و نیز اقدامات اصلاحی انجام شده است.
۹-کنترل آلودگی (Contamination Control)
در این زیرسیستم و مرحله، از استقرار و پیادهسازی مبانی نظامهای کیفیت، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
• در کلیه بخشهای مختلف سایت تأمینکننده، نظامی برای کنترل آلودگی و جلوگیری از ورود مواد ناخواسته و اضافی به محصول، برای زمان مقتضی، ایجاد شده و روشهایی برای اندازهگیری و پایش این رسوبات/مواد اضافی و آلودگیها و دستورالعملها و روشهایی برای محافظت از فرآیندها به منظور کنترل اثرات رسوبات و آلودگیها و رویههایی برای کنترل و مواد اضافی و مواد باقیمانده در فرآیند و روشی برای اندازهگیری، پایش و اصلاح مواد باقیمانده در خطوط فرآوری محصول و اقدامات اصلاحی برای شکایات مشتریان مربوط به آلودگی ایجاد شده و در حال فعالیت و انجام عملیات است. روشها و رویههای اجرایی شامل موارد زیر خواهد بود:
روشی برای اندازهگیری مواد باقیمانده/مواد اضافی و میزان آلودگیها مطابق با یک استاندارد.
• بکارگیری روشهای آماری برای پایش و کنترل آنها انجام شده است.
• تصدیق اینکه اندازهگیریها انجام شده و نتایج مستند شدهاند.
• هرگونه عدم انطباق با استاندارد مستند شده و اقدام اصلاحی انجام شده است
• فرآیندها/تجهیزات از طریق خطاناپذیرسازی، تعمیرونگهداریهای پیشگیرانه/پیشگویانه و ممیزیهای لایهای فرآیند تصدیق شدهاند.
• بررسی نتایج توسط مدیر سایت به منظور انطباق و بهبود مستمر.
۱۰-مدیریت زنجیره تأمین (Supply Chain Management)
با استقرار و پیاده¬سازی این زیرسیستم و مرحله از مبانی نظام¬های کیفیت، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
• در شرکت/کارخانه، فرآیندی نظاممند (سیستماتیک) برای کنترل تأمینکنندگانش (پیمانکاران فرعی) ایجاد شده و روشهای اجرایی و دستورالعملهای کاری برای انتخاب و ارزیابی تأمینکنندگان تهیه و تدوین شده و بهکار گرفته میشوند.
• روشها و دستورالعملهای اجرایی جهت ممیزی و ارزیابیهای قابلیت تامینکنندگان (پیمانکاران فرعی) مورد نیاز به منظور پشتیبانی از اهداف برونسپاری، سیستمهای کیفی، فرآیندهای ویژه و ارزیابیهای خاص محصول/ فرآیند و خدمات تهیه، تنظیم و مستند شده و سوابق انجام ممیزی اصولی سیستم کیفیت آنها و شواهد به کارگیری این روشهای اجرایی نگهداری میشوند.
• سیستم و نظامی جهت اندازهگیری و صحهگذاری عملکرد جهت تأمینکنندگان (پیمانکاران فرعی) کلیدی ایجاد شده و در حال انجام فعالیت است.
• روشهایی برای تعیین رتبه تأمینکنندگان کلیدی با بررسی عملکرد آنان مطابق با اهداف تعیین شده، تهیه و تدوین گشته و لیست تأمینکنندگان کلیدی مطابق با اهداف/ معیارهای تعریف شده جهت بررسی عملکرد آنان مطابق با روش اجرایی تهیه شده و اقدامات مورد نیاز در خصوص تأمینکنندگان با عملکرد ضعیف اتخاذ خواهد شد.
۱۱-مدیریت تغییر(Managing Change)
در این زیرسیستم و مرحله، از استقرار و پیادهسازی مبانی نظامهای کیفیت، سیستم مدیریتی کارخانه اطمینان حاصل خواهد نمود که:
سیستمی نظاممند در کارخانه برای کنترل تغییرات محصول، فرآیندها و عملیات تولید فراهم شده و روشهای اجرایی مدون برای پایش و کنترل کلیه تغییرات تهیه و تدوین شده و فرمهای مربوط به تغییرات در فرآیند خط تولید محصول برای مستندسازی کلیه تغییرات طراحی و تنظیم شدهاند.
• تغییرات برنامهریزی شده و برنامهریزی نشده در روش اجرایی تغییر پوشش داده شدهاند.
• فرمهای تغییر، تحت نظر در فرآیند کنترل مستندات (برای مثال: ردیابی برگههای ثبت وقایع، سیستم شمارهگذاری بازنگریها، فرآیند تأیید) قرار دارند.
• روشهای اجرایی و دستورالعملهایی برای ایجاد یک فرآیند تعریف شده برای تولید آزمایشی محصول (Production Trail Run) و روش اجرایی ارتباطات استاندارد شده و نیز فرمی برای کنترل و پایش کلیه محصولات تولید آزمایشی، که هر مرحله از فرآیند و نیز سوابق کلیه تاییدیهها و نتایج حاصل، مستند شده و نگهداری میشوند.
• بازنگری مربوط به آمادگی تولید محصول همراه با صدور مجوز شروع فرآیند تولید آزمایشی انجام شده است و بازنگریهای کیفی مستند شده برای ترخیص محصول تولید آزمایشی جهت حمل و نیز فرآیند تصدیق (تائید) جهت برگشت به وضعیت تولید نرمال محصول انجام شده و سوابق نگهداری میشوند.
• راهبرد/روش اجرایی انبارش مواد خام و فرآیند نشده/محصول فرآیند شده به منظور شناسایی، محافظت و بازیافت برای انبارش درازمدت مواد فرآیند شده یا مواد خام تهیه، تدوین شده و مورد استفاده واقع شده است.
• دستورالعملها و روشهای اجرایی برای تعریف مسئولیتها جهت انجام انبارش دراز مدت محصولات یا مواد خام و محافظت از آنها، تعریف، تهیه و تدوین شده است.
• بازنگریهای کیفی مربوط به معیارهای تعیین شده برای بازرسی، جهت اجازه ترخیص محصولات یا مواد خام موجود در بخش انبارش سایت کارخانه به انجام رسیده و سوابق نگهداری میشوند.
• روشهای اجرایی برای تایید فرآیندهای جایگزین و روش¬های اجرایی مدون برای حفظ استانداردهای کیفیت محصول تهیه شده و مورد استفاده واقع شده است.
• روشهای اجرایی برای مستندسازی مجوزهای ورود و خروج از فرآیندهای جایگزین (از زمانی که فرآیند شروع شده است و زمانی که فرآیند به کار استاندارد شده طبیعی خود بازمیگردد) و رویههایی برای آموزش متصدیان (اپراتورها) و فرمهای مورد استفاده برای ردیابی فرآیندهای جایگزین تهیه و تنظیم شده و در حال استفادهاند.